PARTNER PREMIUM
Georg Fischer


+48 323 010 000
PN-PT: 08:00 - 16:00
Georg Fischer
Szukasz wskazówek na temat klejenia złączek z PVC-U, PVC-C lub ABS? Przygotowaliśmy krótki poradnik, z którego dowiesz się, jakich błędów unikać podczas klejenia instalacji tworzyw sztucznych, by zagwarantować ich prawidłowe funkcjonowanie.
Przeznaczone do klejenia systemy rurociągowe z tworzyw sztucznych firmy Georg Fischer +GF+ stanowią bardzo popularne rozwiązanie, stosowane między innymi w przemyśle do transportu przeróżnych substancji chemicznych, czy też na przykład w procesach uzdatniania wody technologicznej i użytkowej. Dzięki wysokiej chemoodporności, niskiej masie własnej, odporności na korozję oraz innym cechom, materiały klejone takie jak PVC-U, PVC-C oraz ABS to znakomite rozwiązanie, łączące w sobie bezpieczeństwo, profesjonalizm oraz optymalizację kosztów.
Oczywiście, długie i bezproblemowe działanie instalacji klejonych z tworzyw sztucznych zależy w dużej mierze od czynników, takich jak:
Reasumując, w procesie budowania rurociągów z tworzyw sztucznych ważny jest każdy etap. Począwszy od projektowania, przygotowania i zaplanowania poszczególnych czynności, poprzez zabezpieczenie miejsca pracy, aż po odpowiedni proces łączenia. W każdym z tych elementów kluczowym czynnikiem jest człowiek.
W tym artykule skupimy się na błędach, które mogą zaistnieć w procesie klejenia instalacji z tworzyw sztucznych. Musimy pamiętać przecież, że nawet najlepszej jakości produkty nie zagwarantują nam oczekiwanego efektu, jeśli proces klejenia przeprowadzony zostanie z pominięciem niektórych ważnych kroków, czy też po prostu niedokładnie. Wypadki, przerwy w produkcji i kosztowne naprawy, to tylko niektóre z konsekwencji, które mogą wyniknąć ze źle przeprowadzonego montażu.
Do najczęstszych błędów popełnianych podczas przygotowań do procesu klejenia tworzyw sztucznych należą:
Na rynku dostępnych jest wielu producentów klejów do PVC-U, PVC-C oraz ABS. Firma Georg Fischer +GF+ rekomenduje produkty z grupy Tangit, które są produkowane przez koncern Henkel oraz specjalne kleje Dytex wytwarzane przez samego +GF+. O ile płyn czyszczący Tangit na bazie tetrahydrofuranu jest czyściwem uniwersalnym dla każdego z klejonych tworzyw sztucznych, o tyle same kleje są już przeznaczone odpowiednio dla danego rodzaju rurociągu. Wynika to z właściwości fizyczno-chemicznych, a w szczególności – odporności na temperaturę. Jeśli więc kleimy złączki i rury z PVC-C, należy zastosować klej Tangit do PVC-C.
Kolejnym istotnym parametrem doboru kleju do instalacji jest również medium, które będzie transportowane. Na szczęście, z pomocą przychodzi nam narzędzie ChemRes PLUS, które wskazuje, który z produktów będzie odpowiedni. Przykładem może być bardzo popularny w przemyśle kwas siarkowy H2SO4. Do stężenia 70% można bez obaw łączyć instalację za pomocą kleju Tangit dla PVC-U i PVC-C (ABS nie jest odporny na tę aplikację). Od stężenia 70% do 93% Georg Fischer +GF+ zaleca stosowanie specjalnego kleju Tangit DTX, natomiast powyżej 93% klejenie PVC-U oraz PVC-C powinno odbywać się z użyciem specjalnego kleju i płynu DYTEX.
Każdy produkt do klejenia posiada termin przydatności, liczony od daty jego produkcji. Używanie klejów po tym okresie nie jest rekomendowane i może skutkować nieszczelnym połączeniem elementów.
Innym ważnym czynnikiem jest przechowywanie kleju. Na każdym opakowaniu producent zaleca ochronę przed nadmiernym nagrzaniem oraz temperaturami poniżej 0°C. Złym więc pomysłem jest trzymanie kleju w samochodzie, który w zależności od pory roku narażony jest na wysokie temperatury albo na mrozy. Warto też wspomnieć o tym, że podczas klejenia oraz po jego zakończeniu należy pamiętać o szczelnym zamykaniu puszki z produktem, dzięki temu klej będzie dłużej zdatny do użycia.
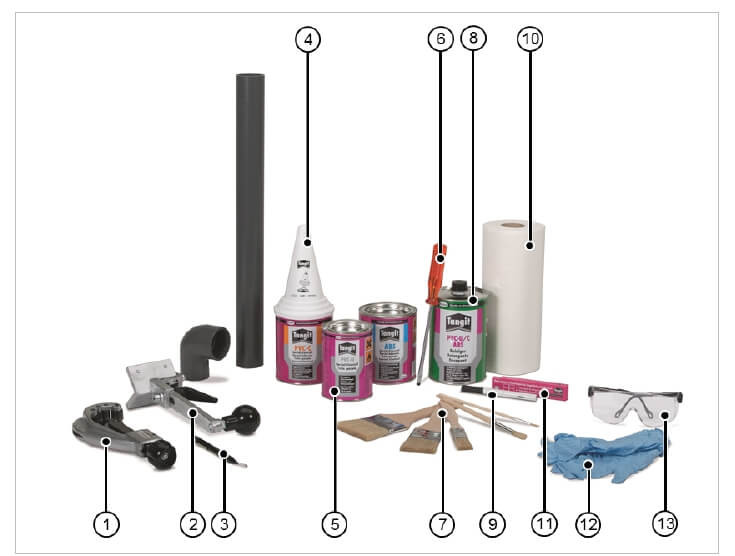
Klejenie rurociągów z tworzyw sztucznych nie wymaga skomplikowanych i drogich maszyn, natomiast wyposażanie montera w podstawowe narzędzia takie jak przecinak do rur, narzędzie do fazowania i odpowiedniej jakości pędzleto absolutna podstawa.

Drugim i jakże ważnym aspektem jest odpowiednio przygotowane miejsce pracy, które powinno charakteryzować się dobrą wentylacją, odpowiednią temperaturą (od 5°C do 35°C) oraz dobrym oświetleniem. Właściwe warunki sprawiają, że montaż staje się bezpieczny, komfortowy i efektywny, co jednoznacznie przekłada się na jakość oraz trwałość wykonanych połączeń.
W zależności od stosowanego kleju producent przewiduje odpowiedni odstęp czasu między próbą szczelności a ostatnim klejeniem. Standardowo, do pełnej próby potrzeba 24 godzin. Zachowanie tego czasu sprawia, że klej uzyskuje maksimum swojej odporności i wytrzymałości. Podobnie sytuacja wygląda w przypadku napraw i działań serwisowych. Należy wtedy sprawdzić, jakie ciśnienie jest w danym rurociągu i odczekać odpowiednią ilość czasu do ponownego rozruchu.
Błędy omówione powyżej dotyczą kwestii ogólnych, dotyczących używanej chemii oraz przygotowania otoczenia i narzędzi. Przejdźmy teraz do najczęściej popełnianych błędów w samym procesie łączenia rurociągów z klejonych tworzyw sztucznych:


Klejenie to szybki i prosty sposób na łączenie systemów z tworzyw sztucznych. Postępowanie zgodnie z instrukcją klejenia oraz dbanie o higienę miejsca pracy to najprostszy sposób, żeby nie powielać opisanych wyżej błędów. Dzięki takiemu postępowaniu mamy pewność, że uzyskamy szczelne oraz trwałe połączenia, które zapewnią odpowiednią pracę rurociągu na wiele lat.
Klejenie materiałów takich jak PP, PE, PVDF, PB czy ECTFE nie jest możliwe. W większości (poza PVDF i ECTFE) są to tworzywa niepolarne, które nie rozpuszczają się ani nie pęcznieją w popularnych rozpuszczalnikach, stąd też nie mogą być ze sobą klejone. Mogą być wyłącznie zgrzewane, ewentualnie spawane. Łączenie materiałów zgrzewanych z klejonymi można dokonać za pomocą połączeń kołnierzowych, gwintowanych lub śrubunkowych.
Jeśli nie jest to konieczne, nie zaleca się takiego działania. Każdy materiał ma swoje unikalne właściwości i wytrzymałość na pewne warunki. Dla przykładu, użycie PVC-C zazwyczaj wynika z wysokich temperatur, w których stosowanie PVC-U nie jest możliwe. Podobnie jest z tworzywem ABS, które w przeciwieństwie do PVC-U oraz PVC-C, znakomicie sprawdza się w temperaturach poniżej 0°C. Jeśli już zdarzają się sytuacje, wymagające połączenia różnych materiałów klejonych, najlepszym rozwiązaniem będą połączenia rozłączne (kołnierzowe, gwintowane bądź śrubunkowe), a w ostateczności klejenie.
Autor: Paweł Tomas
Korekta: Krzysztof Maćkowiak